
February 2021, Vol. 248, No. 2
Features
Managing Integrity for Subsea Pipelines Without Pigging
By Lloyd’s Register
The Pipeline and Hazardous Materials Safety Administration (PHMSA) estimates that 40% of the world’s pipelines are difficult to pig or are deemed “unpiggable,” which means they cannot be inspected via inline inspection (ILI).

As a pipeline operator, you need to meet strict legislative and environmental requirements. You must demonstrate and document the safe performance of pipeline assets by assessing risk factors, performing inspections and implementing mitigation measures.
But how can you effectively manage the integrity of subsea pipelines without pigging?
Current Regulations
Current pipeline safety regulations defined in the U.S. and U.K. require integrity assessments to be performed for certain onshore pipelines using any of the following methods:
Inline inspection (ILI), pressure testing, direct assessment (including external wall thickness scans and corrosion assessments) and other technology that an operator demonstrates can provide an equivalent understanding of the condition of the pipe
Regulations for offshore pipelines are somewhat less prescriptive with no existing requirements for integrity management. However, ensuring the integrity of offshore pipeline assets is no less important than ensuring the integrity of onshore pipeline assets; therefore, the listed methods are equally relevant.
Optimum Inspection
The best inspection method is generally an ILI method. Since the implementation of the onshore and offshore pipeline safety regulations in 1996, new tools and technologies have rapidly been developed to make traditionally “unpiggable” pipelines piggable. This is done, at least partially, through the use of tethered pigs, robotic pigs or specially designed pigs that can maneuver the tight bends that older generation pigs cannot navigate.
Despite these advances in technology, a large percentage of pipelines remain difficult to pig. This is partly related to the use of unbonded flexible pipes for the majority of some pipelines, which renders the use of ILI ineffective. This is because the technology has not evolved to a sufficient standard to be effective at inspecting these types of pipes.
However, following are various reasons why pigging would not be required to be conducted, or feasible, on a pipeline:
- No pig trap (and impossible, or not economically viable, to install a temporary one)
- No return line (and impossible, or not economically viable, to install a subsea receiver)
- Too many changes in inner diameter (ID) (therefore, the sealing for propulsion would be ineffective)
- Bends too tight in line (would cause pig to get stuck)
- Un-barred Tees in line (would cause pig to get stuck)
- Insufficient pressure rating of line to propel pig through and out of the line
- Too much buildup of wax or scale, which cannot be removed through cleaning pig runs
- Stuck valves
- High confidence that there’s no internal corrosion and line is in good condition
Subsea Inspection
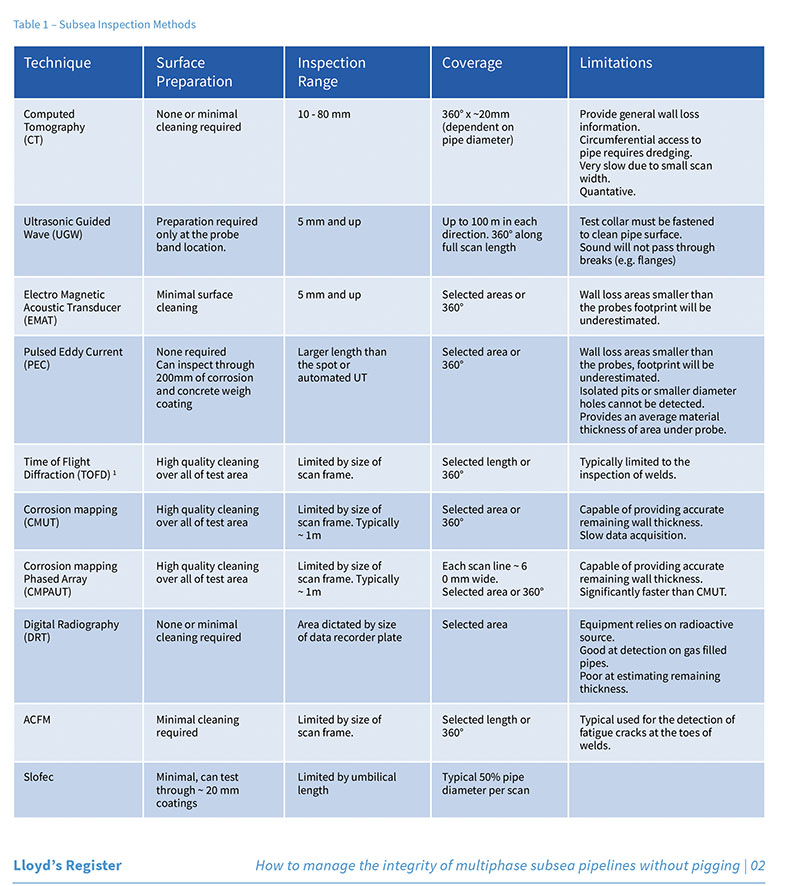
Table 1 summarizes the various subsea inspection tools available. Because test capabilities, inspection ranges and data collection speeds are rapidly changing as new developments are put into practice, the information in the table should only be used as a guide.
Capabilities offered by one company may be significantly inferior to those offered by another for the same test.
The speed of system deployment and data collection may play a significant part in technique selection.
Pressure Testing
Carrying out pressure tests to verify pipeline integrity has its own disadvantages. Specifically, they do not identify the severity of flaws (other than critical flaws that result in failure) or their locations. In some cases, as a result of the pressure tests themselves, existing flaws can increase in size. Pressure tests require pipelines to be taken out of service, which can be logistically challenging and extremely costly.
Direct assessment is therefore often seen as the best option to verify pipeline integrity, although this is not without its challenges due to the difficulty of accessing subsea pipelines and the limitations in available technology to perform subsea wall thickness inspections.
Consequently, the industry has started to look at methods such as flow simulations, corrosion assessments and application of statistical analysis to determine locations where the highest internal corrosion rates are expected. This helps to identify optimum locations for subsea inspection of the difficult, or impossible, to pig pipelines.
Remotely operated vehicles (ROVs) are also being deployed in subsea non-destructive testing (NDT) applications that use digital radiography, computed tomography, ultrasonic testing (UT) and even “pulsed eddy current” techniques where measurements are taken through any non-conductive material, such as insulation, protective costings, concrete and marine growth. These are already being used with considerable success in the market.
Case Studies
The following case examples are of a subsea pipeline layout, which would not be subjected to pigging operations.
Figure 1 shows three production wells connected to a manifold via jumpers then a flowline, covering most of the distance, to a riser base then a riser up to the floating production storage and offloading (FPSO) unit. The jumpers are unbonded flexible pipes like the riser; therefore, no information can be gathered for them through ILI. (Figure 1)
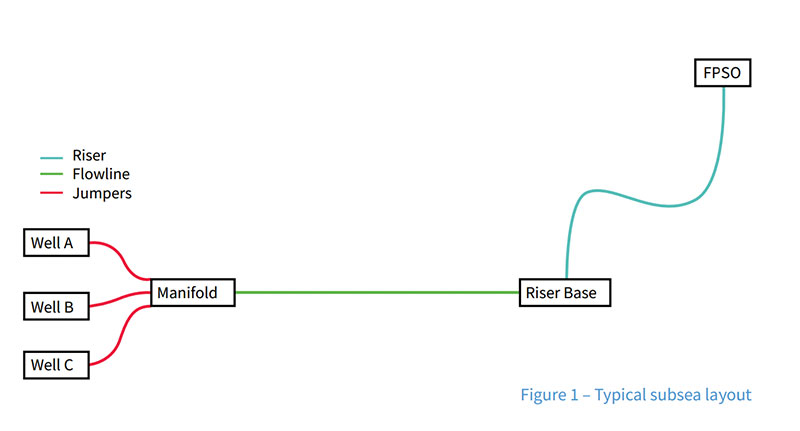
The flowline is carbon steel and perceived to be a weak point compared to the corrosion-resistant alloys (CRAs) of the flexibles, manifold and riser base. As such, the following examples will focus on assessment of the carbon steel pipeline.
The typical approach to integrity management would involve the risk assessment process identifying the threats to the pipeline system along with what can be used to assess these threats. The outcome of this is a list of key performance indicators (KPIs) for internal threats linked to individual degradation mechanisms, which can be monitored directly from the pipeline contents.
Depending on the results of these monitoring measures, the internal condition of the pipeline can be gauged.
The fluids in the line are multiphase production fluids, and the fluid parameters monitored include temperature, pressure, CO2 content, H2S content, sand (production rate and particle size), bacterial monitoring (sessile and planktonic), flowrate (for each phase) and gas/oil ratio.
In addition to fluid parameters, there are metallic coupons that are commonly used to expose a small sample of material to the fluid flow within the pipeline.
The material used for these coupons is selected to be as similar to the pipeline material as possible in terms of corrosion resistance, ideally from the same manufacturing batch as the pipeline component they are intended to monitor. They can be retrieved and assessed for internal corrosion of the pipeline and swabbed to obtain samples for sessile bacteria monitoring.
However, all threats cannot be covered from the above-mentioned monitoring data, keeping in mind that all threats cannot be covered by ILI, such as crevice corrosion.
Sometimes the ideal monitoring method for particular threats is not available from the concerned asset.
Similarly, external visual inspections can cover some threats but there will be some threats that are not assessable, such as dents at 6 o’clock. These are termed accepted threats and would be detectable by ILI as well as external wall thickness scanning. This depends on the type of external protection the pipeline has. For example, if concrete is coated or buried, then there is little information available from external inspection.
Case Example A – Good monitoring results: There is no need for external wall thickness measurements. In an ideal case, all the parameters monitored are readily available and have been since the pipeline came into operation.
The values returned cause no integrity concerns so there would be high confidence that no internal corrosion was taking place within the pipeline. Therefore, there is no need for conducting external wall thickness inspections.
Case Example B – Insufficient/unfavorable monitoring data: This requires external inspections. In this case some of the monitored data are not as readily available and what is being retrieved indicates that corrosion could be taking place.
The gas analysis is offline so there is no CO2 or H2S concentration data available and it has been offline for two years. It is known that the corrosion inhibitor injection has been intermittently off-specification for a two-year period.
Additionally, retrieved metallic coupons have reported moderate to high levels of corrosion taking place. Corrosion assessments according to industry standards, such as NORSOK, M506, NACE M0175/ISO 15156, DNV-RP-0501 and API 581, may be performed to identify the most susceptible locations and estimate wall loss at such sites, using conservative assumptions to account for any gaps in the required input data.
Such an analysis is typically performed at incremental conditions caused by, or resulting from, changes in pressure and temperature with distance. While corrosion assessments provide a useful basis for understanding a pipeline’s integrity, the accuracy is affected by the quality, or limited availability, of input data, the conservative nature of the corrosion models used and the potential for localized abnormalities that can lead to unpredictable rates of degradation (e.g., heavy deposition of solids, weld defects and abnormal flow effects, etc.)
For this reason, it is the best practice to validate such assessments with external inspection at a sample of locations identified as being the most susceptible.
One of the major drawbacks with external wall thickness scanning is the requirement to target specific locations for analysis. While they are often suitable for validating damage mechanisms resulting in general wall loss, it is unlikely that they would be able to identify regions of isolated or localized attack unless extensive coverage is selected; in such cases, the external checks might give a false assurance of a pipeline’s integrity.
However, any sites of significant degradation that are discovered by this method can provide the justification to validate high-level actions such as shutting a pipeline in or replacing it.
Case Example C – Significant degradation is known to have taken place. Suggest replacement of line or decommissioning of wells and pipeline system.
In this case, the data suggest that the pipeline will have been severely corroded. Even without external wall thickness checks there is enough confidence in the monitoring data and corrosion assessments to consider that failure is imminent.
This decision might be reached if good quality and comprehensive monitoring data have been supplied and if predicted corrosion rates correspond with secondary validation methods, such as topsides external wall thickness measurements or weight loss trends of inline corrosion coupons. In such a circumstance, the activity of performing subsea wall thickness checks could be considered an inadequate means of integrity assessment or simply a poor use of resource and expenditure.
In this case, the pipeline should be shut down and either replaced or the wells and pipeline decommissioned. Lloyd’s Register’s risk-based approach to asset integrity and inspection helps manage the integrity of subsea and onshore pipelines at every stage of the lifecycle – from concept, operations and life extension, to late life and decommissioning.
By concentrating on what needs to be inspected and eliminating activities that do not fulfill safety, production requirements or profit objectives, the revenue stream is safeguarded, while the environment, lives, assets and your reputation are protected.
Conclusion
The assessment of unpiggable pipelines, and the decision whether to conduct external wall thickness checks, depends on the available data of how the pipeline has been operated.
Lack of information, or information indicating that moderate to significant corrosion has taken place, drives the requirement to further investigate the condition by conducting external wall thickness checks. Ultimately, investing a little up front on monitoring and mitigation measures could save significant cost in the longer term by not having to perform these, often costly, inspections.

Comments