
June 2022, Vol. 249, No. 6
Features
Challenging Tethered ILI of a Crude Pipeline in the Caribbean
By Michael Nadler, Project Manager, Thor-Ståle Kristiansen, Managing Director, and Ian Patten, Senior Integrity Engineer, ROSEN
In most cases, inline inspections (ILI) follow a basic principle: what goes into the pipeline at one end must come out at the other. Sometimes, it is not that simple.
In this specific case, the team from ROSEN Norway was contracted to inspect a crude oil line connecting an onshore terminal to a subsea pipeline end manifold. The main challenge was that the asset could only be accessed using a single-entry approach. Our experts, in close collaboration with the customer in Trinidad and Tobago, developed a solution.
The pipeline to be inspected for corrosion is a 3.1-mile (5-km), 30-inch crude oil loading line that runs from an onshore terminal to a subsea pipeline end manifold (PLEM).
Because the line is not piggable by conventional means, the decision was made to inspect it using a tethered inspection tool with a single-entry approach from the terminal.
The tool would self-propel itself into the line by means of a powerful tractor until it would reach the end point of the inspection. It would then be pulled back on the tether by the umbilical winch toward the launcher in the terminal.
Tool Development
The line had been previously inspected with a system based on perpendicular-beam ultrasonic testing (UT) for corrosion mapping and wall thickness measurement. While this inspection campaign provided valuable measurement results, the quality of the collected UT data was impaired by hard wax and debris in the line. Therefore, the pipeline operator asked ROSEN Norway to develop a cleaning module that, as an integral part of the inspection tool, would be capable of improving the data quality.
Instead of a traditional cleaning tool, our experts opted for a cleaning module that slices up the debris locally without transporting or pushing it out of the pipeline, preparing the pipe wall for the inspection that follows right after.
Because the inspection tool used ultrasonic technology for the measurement, the cleanliness of the pipeline was of great importance. Based on experience from the first inspection, the main challenge for the UT measurement was identified as hard wax mixed with other deposits in the pipeline.
The client had no possibility of cleaning the line with conventional cleaning pigs because of the missing subsea pig receivers and did not have the option of reversing the flow for bidirectional (BiDi) pigging. Therefore, instead of cleaning the pipeline by bringing wax out of the line, the chosen approach was just to remove the hard wax from the pipe wall with a hydraulically activated cleaning module integrated into the tethered inspection tool.

Overcoming Uncertainties
Several test runs in ROSEN Norway’s test yard confirmed that the newly developed cleaning module reliably loosens brittle deposits off the pipe wall, resulting in improved data quality of the ultrasonic corrosion inspection measurement.
However, before the actual run in Trinidad started, it was difficult to quantify how much the UT data quality would improve, because cleaning effectiveness depends on the physical properties of the debris (it works well with hard, brittle deposits). Another uncertainty was how much the cleaning module and accumulated debris would affect the pull-back forces required to retrieve the tethered tool from the run.
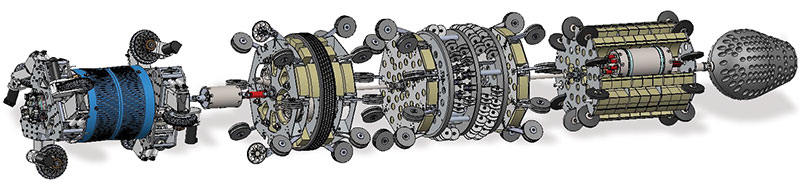
The overall inspection tool train consisted of a tractor (to pull the tool into the line), a UT measurement system, the cleaning module and a Kevlar-reinforced umbilical cable connected to a powerful winch.
Successful Run
After the tethered inspection tool was launched into the line from the onshore terminal, it took almost five days to drive the tool to the end of the line. There was so much wax present that the propulsion wheels of the tractor slipped, and the tool speed was extremely low.

The online data visualization showed that the UT recording was working flawlessly; however, in some areas of the pipeline, the data quality was significantly reduced due to debris. For the inward run, the cleaning module had to be switched off because the tractor could not have pulled the tool with cleaning engaged.
For the return run, the umbilical winch provided most of the propulsion, so the tool operator activated the cleaning module. The real-time data viewer confirmed that the quality of the collected data improved with the cleaning of the pipe wall.
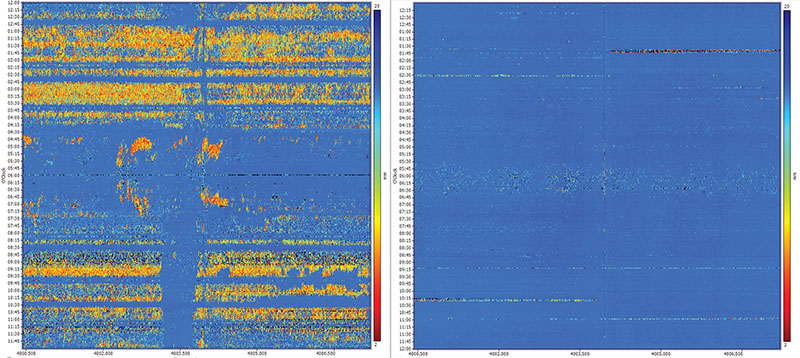
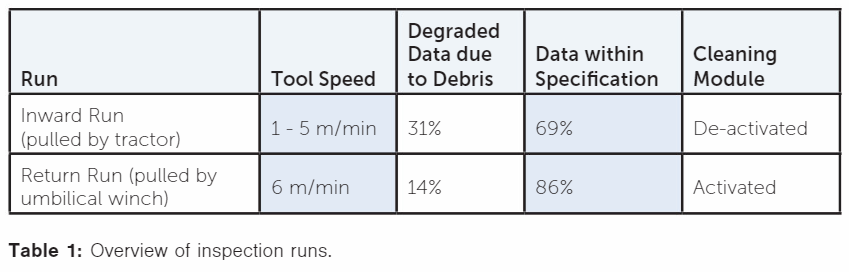
By the end of Day 6, the tool was back in the launcher. A review of the data clearly showed the positive effect of the cleaning module:
As seen (Table 1), the percentage of degraded data from debris dropped by about 50% from the inward run (without cleaning) to the return run (with cleaning).
Immediately after the run, work commenced on analyzing the data, listing anomalies and putting together dig sheets. Obviously, the accuracy and reliability of the outcome of such work depends very much on the quality of the input data (the inspection data). For this pipeline inspection, the newly developed cleaning module contributed to our capability to deliver high-quality inspection data.
In addition to ROSEN’s standard data reporting, the client asked for further integrity services, which were provided by ROSEN’s integrity team in Newcastle, UK. As part of the scope of work, a corrosion growth assessment (CGA) and fitness-for-service (FFS) assessment were performed based on the results of the previous and most recent ILIs.
When performing FFS assessments based on ILI data, the assessment is only as accurate as the anomaly sizing. While this is also true for CGA, the repeatability of the ILI data is also important when comparing two or more data sets.
For the CGA, the general distribution of anomalies along the length of the pipeline showed good repeatability between the recent and the previous ILIs. Although there was a small increase in the number of anomalies reported, the maximum depth reported decreased between inspections (which is attributed to the improved data quality/sizing in the recent ILI).
In most areas where the previous ILI was affected by degraded data quality, the recent ILI data quality allowed a quantitative assessment of the pipeline. This was key in making sure the anomalies that were present on the pipeline were reported and assessed as part of the integrity assessment.
Using a combination of pipeline operating data, pipeline surveys and the results of the CGA, corrosion rates were recommended to predict future corrosion activity on this pipeline.
While some level of corrosion growth was identified between inspections, based on the results of the recent ILI and corrosion rates recommended by the CGA, no anomalies were predicted to require investigation/repair within 5 years of the recent ILI.
This result was possible because of the improvements in ILI data quality, which affected not only the FFS assessment (detection capability and sizing accuracy) but also had a significant effect on CGA. The improved detection capability and ILI repeatability provided confidence that CGA results were representative of historical corrosion activity.
The improvement in inspection data quality (using the described pigging solutions) will also benefit any future CGAs. The improved detection capability, accuracy and repeatability of the ILIs will minimize the uncertainty associated with the comparison of two or more data sets.
Consequently, this will provide more accurate and representative corrosion growth rates, which will aid the operator in defining future safe/costeffective operations and (if required) a long-term rehabilitation and repair plan for the pipeline.
Conclusion
This project is another example of how ROSEN’s Challenging Diagnostics (CDIA) division can provide solutions for apparently unsolvable problems: ultrasonic inspection of a pipeline with no flow and full of wax and debris without any means to clean the line before the run.
ROSEN’s tethered inspection systems are perfect for loading lines, and with the addition of the cleaning module, the negative impact of the debris can be minimized to achieve good inspection data quality.
Reliable information on the condition of this 30-inch line is crucial for the safe and efficient operation of the oil terminal and its tanker-loading facilities.
Avoiding costly modifications to the pipeline that would be required for conventional inspection tools and pipeline cleaning methods, the described inspection and cleaning approach delivers a clear benefit for the pipeline operator.
Authors: Michael Nadler is project manager for ROSEN’s Worldwide (WW) region and works out of the offices in Karlsruhe, Germany. He joined ROSEN in 2019 and has more than 25 years of industry experience. Nadler manages projects for tethered operations in the Challenging Diagnostics Division.
Thor-Ståle Kristiansen is the managing director of ROSEN Norway. With more than 30 years of industry experience, he co-founded KTN, a Norwegian company, in 2002. KTN focuses on tethered pipeline inspection and cleaning services and was integrated into the ROSEN group in 2019 and re-branded as ROSEN Norway in 2022.
Ian Patten is a senior integrity engineer for ROSEN working out of the Newcastle (UK) office on integrity projects for pipelines around the world, He has nine years of experience in pipeline integrity management consultancy for both onshore and offshore assets, with a particular focus on pipeline defect assessment, corrosion growth assessment and integrity management procedures and planning.

Comments