
August 2023, Vol. 250, No. 8
Features
Case Study: Rescue Pigging’s Race Against the Clock
By Andy Studman, Shell International Ltd (UK), Jim Evans, Pigtek Limited (UK), and Aidan O’Donoghue, Pipeline Research Limited (UK)
(P&GJ) — A routine sphering operation to control liquid hold up on a 30-inch trunk pipeline transporting wet gas was interrupted when a sphere became damaged and stalled in the pipeline following interaction with a subsea isolation valve inadvertently stuck in the partially closed position.
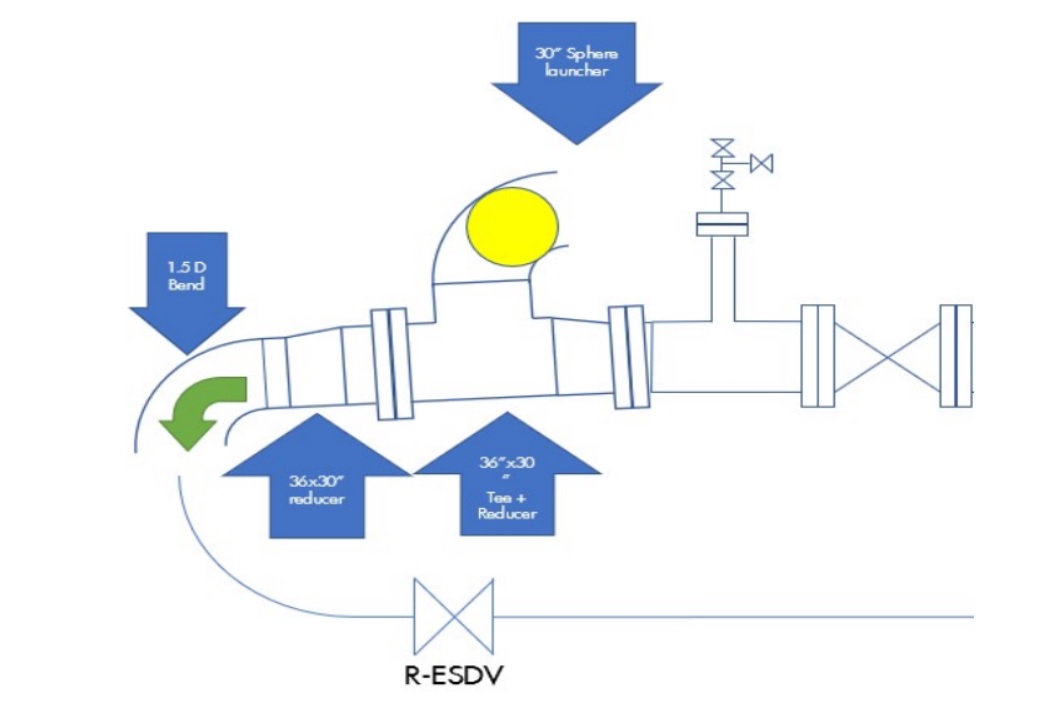
Rectifying the valve to the fully open position followed by rescue pigging was selected as the remediation strategy. The offshore platform topsides facilities however were only designed to launch spheres, through the side branch of an unbarred tee and included a 30- to 36-inch reducer and 1.5-D bend.
The rescue pig required careful selection and onshore pigging trials were undertaken resulting in extensive modifications to the rescue pig design and set up to demonstrate the rescue pig could successfully traverse all the features in the topsides pipework.
Following a successful subsea campaign to fully open the subsea valve, the rescue pig was deployed and successfully recovered the damaged sphere from the pipeline.
This article describes the details of the various challenges and solutions that enabled a safe and successful rescue pigging operation.
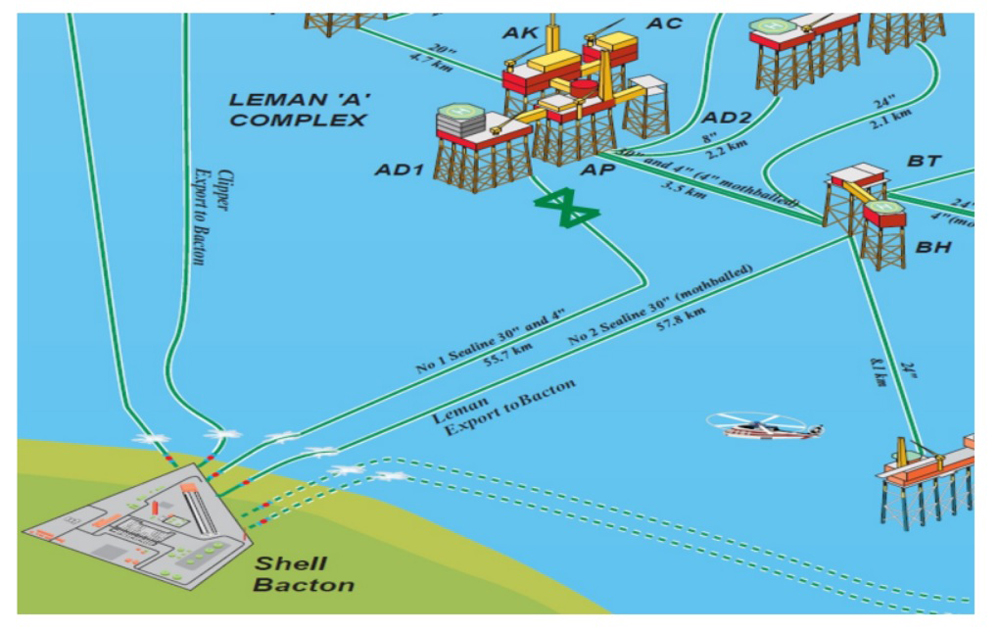
Shell UK operates a 30-inch wet gas pipeline from Leman A in the Southern North Sea to the Bacton gas terminal in Norfolk, England. The field is approximately 34 miles (55 km) from shore. The 30-inch pipeline was built in 1967.
Multiphase gas, condensate with MEG and water is transported to shore for processing and onward distribution. The line is sphered daily to remove bulk liquids. If sphering is unavailable, then liquids will build up and the line pressure loss will increase eventually making gas flow difficult.
The launcher piping on the Leman A platform is currently designed to accommodate spheres only. 30-inch spheres are dropped into the pipeline via a 36-inch equal unbarred tee, and these are used to remove bulk liquid from the line to allow hydraulic efficiency and maintenance of throughput.
Downstream of the platform there is a subsea isolation valve (SSIV) which is a full-bore ball valve and is used to prevent bulk flow from the pipeline to the platform in the event of an emergency. The pipeline water depth at Leman A is circa 35 to 45 m water depth and the line then rises slowly to the receipt facility at Bacton.
Nominal gas flow rates resulted in a superficial velocity of circa 0.65 m/s.
Lost Sphere Event
Toward the end of March 2022, there was an SSIV control system failure, and this resulted in the SSIV moving to a partially open (circa 55%) position. The status of the SSIV was not known at the time and in April 2022 a sphere deployed as normal became lost in the line.
The sphere was of a hollow pressure balanced design with an outer diameter of 725 mm (against the pipeline internal diameter of 728.8 mm, for most of the line). The minimum bore in the system was 717.5 mm at the riser bends. The sphere was constructed of a double layer of Shore 65A polyurethane, 65.5-mm thick. Eight 10-mm holes in the sphere provided pressure balance with the surrounding environment. The sphere also had magnets embedded in the polyurethane for signaling purposes.
A pressure pulse or InnerVue survey of the line in May showed the sphere to be circa 1.8 miles (3 km) from the platform, downstream of the SSIV. Sphering of the line was suspended, and liquid began to accumulate in the line.
It was surmised that the spheres integrity was compromised, and it was torn or broken up but remained large enough to be “seen” by the pressure pulse technique. The “wet” wells were shut in with associated revenue reduction and a task force was set up consisting of onshore support, platform, plant, pipelines, and key contractors. The aim was to evaluate and plan the best remedial action to remove the sphere and allow the line to return to full production.
Based on the flows and operating conditions, it was assessed that the pipeline required to be operated with production from dry gas wells only, as the back pressure would become too great for production to continue due to liquid accumulation. Remediation options were formulated, brainstormed, evaluated and ranked based on feasibility and probability of success. It was also particularly important, of course, not to make the situation worse.
Pigging Constraints
The Leman A-to-Bacton 30-inch pipeline is only set up for pigging with spheres. Introduction of other pig types is difficult and requires removal of pipes to allow loading and launching. Even then the pipeline design is not optimized for regular bi-di or mandrel pigs. The following factors must be considered:
- The sphere launcher is connected to the line via a 36-inch equal unbarred tee. Spheres roll down the 36-inch branch and enter the line via the tee. If pigs are to be introduced into the line upstream of this tee, then they must negotiate a 30 x 36-inch section of line approximately 1.2 miles (2 m) in length. This is a 21% increase in diameter – not insurmountable on its own but adds to the complexity.
- It is not possible – or at least it is extremely difficult and adjudged to be a HSE risk – to remove the remaining undersized spheres from the sphere launcher to allow any other type of sphere or pig to be introduced from this location.
- Immediately downstream of the 36-inch tee there is a 1.5D bend. The combination of the diameter increases at the tee and the 1.5D bend makes dual diameter pigging difficult.
- At Bacton, there is a normal barred tee – not a sphere tee. This is suitable for undersized spheres as they can simply roll past it but if an oversized sphere was introduced into the line, then this could easily stall at this location.
- Finally, the location and condition of the lost sphere was unknown, and it was difficult to tell if it was broken into several pieces (large or small) or remained as one but split (similar to a tennis ball torn along the seam).
The pipeline itself is reasonably benign with a small-bore change of 2.5% but not all details of the system were immediately available and there were some doubts remaining on pipeline bore. The SSIV could be opened fully but this would entail a subsea campaign to do this and to verify its position. The features at Leman A and Bacton required serious consideration from a pigging point of view in order to introduce a rescue pig into the line.
Sphere Rescue Options
Several possible options for removal of the stricken sphere using a rescue pig were investigated.
Rescue pigging was considered only possible once the SSIV was opened fully. Rescue considered the following options:
- Deploy one of the existing 30-inch spheres. Although simple and easy to perform, this was discounted since it has no “pushing power” to remove another sphere and since pieces of the stalled sphere (if it were broken up) could get trapped under the rescue sphere and cause it to get stuck resulting in making the situation worse.
- Remove the existing spheres and use an oversized sphere. Since the removal of the existing spheres was nigh on impossible and dangerous, this was discounted along with the fact that an oversized sphere could become stalled at the Bacton tee.
- Use of gel to either aid the rescue pig or to act alone and remove the stalled sphere. Although this was considered an important part of the rescue plan to start with, it became obvious that handling gel at the receipt facilities was not practically feasible and this had to be discounted.
- Design a mandrel (steel bodied) dual diameter pig that could be installed and launched from the pipework upstream of the tee. Several attempts to design such a pig resulted in failure on paper at least due to the combination of the tight 1.5D bend and the large change in diameter. The diameter change coupled with the tight bend made it difficult with a rigid steel body.
- Source and configure an all-urethane pig to allow flexibility in the body and use as a dual diameter rescue pig. This then became the base case rescue pig concept as it allowed dual diameter pigging with the tight bend to become possible. To negotiate the bend and the diameter change, the only conceivable solution was to allow the body to be compliant to aid bend passage.
- Use various foam pigs from dual density, dual diameter types to soft foam pigs and spheres. Although such pigs would be difficult to load into the pipe, they also possessed a dual diameter capability and were flexible to allow negotiation of the bend. These ideas were maintained as a backup and several pigs sourced.
- Hot tap and stopple on topsides to allow a pig launcher to be installed downstream of the tee and 1.5-D bend. This would allow a more standard bi-di pig to be launched but would introduce significant activity and take a long time to engineer. Nevertheless, it remained a possibility for the future if all else failed.
Certain functional requirements were placed on any rescue pig considered:
- Provide a flat front face to allow an axial push.
- The flat front or guide disc should extend to as much of the pipe cross section as possible to avoid smaller pieces of sphere/lost equipment from going under and potentially jamming.
- Sufficient “flip capacity” to allow the rescue pig to push on the lost sphere. “Flip Capacity” is the pressure differential that the pig can withstand before the seals flip over/fail and flow can then pass the pig causing it to stall.
- Ability to take tracking equipment (transmitter and/or isotope depending on preference/risk), securely fitted.
- If possible, based on a pig that is normally deployed in the line.
As well as these considerations, the project also considered the options and plans from a flow assurance perspective since any attempt to rescue the pig would entail removal of large volumes of liquid from the line. This would require a stop/start operation so that liquid could be drained off from the slug catcher at Bacton.
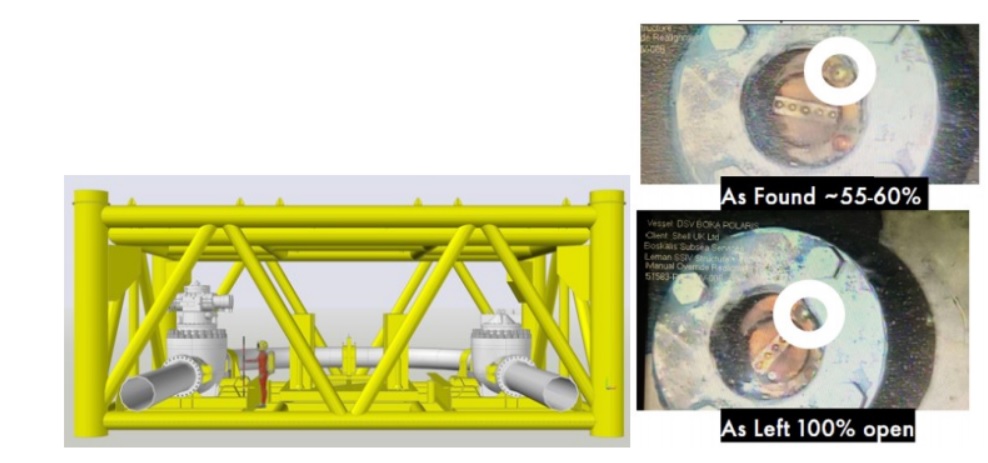
The pre-request for any pigging campaign was to get the SSIV valve fully open. Several attempts to open the valve via topside hydraulics and instrumentation were made but to no avail and in the end, this had to be opened by a subsea intervention campaign.
Despite a tight timeframe with limited vessel availability, unknown sediment/debris on and in the SSIV skid, uncertainty regarding the valve hydraulics and hatch operability, the valve was eventually manually opened and was shown to have been around 55 degrees open.
Design, Configuration
The requirement to seal through the overbore tee and negotiate the 1.5-D bend required a flexible body. SUN Engineering in the USA were asked to provide a base case pig design and set of spares and alternative components. The base case pig, based on their “super pig” concept, consisted of a flexible central post about which a set of guide discs, spacers and disc type seals were fixed.
Additional components included series II multi-sized cups capable of driving in the 36- and 30-inch pipeline.
The aim was to trial the base case pig and then optimize if required using the spare parts provided. To meet the basic functional requirements, the front of the pig was machined flat, and a steel plate, added to allow an axial push on the stalled sphere. The hollow body post was capable of taking a tracking device and magnets for signaling (to the same specification as the spheres).
A parallel activity involved how to load the pig directly into the 30-inch topside piping and this is discussed below.
Due to the difficulty of this pigging challenge success was not guaranteed. For this reason, additional foam pigs and foam spheres were also procured as back-ups in the event that the trials proved unsuccessful.
Rescue Pig Testing
The nature of the task involved meant that pigging trials were necessary to provide confidence that the pig could negotiate the pipeline and to optimize it as a rescue pig. The trials also allowed a sphere to be included to demonstrate that the rescue pig could push it out – in one piece and in several broken up pieces.
A secondary set of tests looked at what would happen if small pieces of the sphere were left in the line and to investigate if this would cause problems for the regular undersized daily deployed pig once routine pigging was re-established.
A pump through test facility was set up at Pigtek in England. Pull through testing was not considered to be rigorous enough as it would fail to demonstrate sealing and also pull tests with bends are difficult.
The test facility consisted of:
- A launcher (but this could also be removed to test the pig insertion device)
- A straight length of 30-inch pipe
- The 36-inch unbarred tee with eccentric reducers. The tee offtake was at 10 O’clock
- The 1.5D bend
- Final section of 30-inch pipe
The testing was performed at a low water flow in order to account for the density difference between water (for the trials) and gas (for the actual pipeline). The target pumping rate for water was 300 m, 3/hour.
This equates to circa 0.2 m/s water flow velocity compared with the offshore 0.7 m/s gas velocity. Testing was generally performed open ended to allow direct observation and recording of the pig passage. Data acquisition was provided at 5 Hz recording frequency and allowed pressure and flow to be logged.
The test program was as follows:
- Piggability at high flow (700 m3/hour)
- Piggability at the target flow (300 m3/hour) to check design in detail and to optimize
- Stop and restart tests at various locations in the loop to check the robustness of the pig
- Sphere rescue (including parts of the sphere) using the rescue pig
- Effect of pieces of sphere on the regular undersized pig
- Loading trial into the 30-inch pipe
- Reversal from the unbarred tee (contingency trial)
- Rescue from the unbarred tee using a foam pig.
Initial testing of the base case pig was encouraging but the pig was found to nose up into the tee branch when pushing out the sphere. The pig was re-configured to include cups and a guide disc close to the center of the pig.
The cups provided more robust drive and the guide disc forced the pig to take the bend in a more controlled manner while helping to avoid it entering the offtake. Typical pigging pressures were in the region of 1.5 to 2 bar.
Removal of the sphere and parts of sphere showed no areas of concern once the pig was stable. The flat steel front to the pig allowed it to push axially on the larger sphere pieces and the smaller sphere pieces were mainly pushed out or ridden over.
Testing the regular undersized sphere with small pieces of polyurethane showed a surprising result. Since the line was not 100% round and had some ovality, the sphere rotated in different ways and generally the pieces were pushed out and not ridden over. The concern was that they would get stuck under the sphere and wedge it, causing it to hold up in the line.
It was not possible to reverse the pig from the tee, but the foam pig was capable of pushing the stalled pig forward. This information was used in the contingency planning that accompanied the rescue effort.

Platform Loading
In order to load the pig into the pipeline, a 30-inch spool needed to be removed topside. In its place a pig loader of the same length was installed. The loader was bolted to the pipe flanges either side and secured. The pig was then placed on the loader and turfers were used to push the pig into the 30-inch line.
Due to the specific nature of the back of the pig, it was not possible to push directly on the rear bumper nose on the pig. To overcome this, a top hat design was incorporated to allow the device to push on the rear spacer. (Figure 4).
In order to aid insertion, the pig was greased allowing it to slide in easier. The whole operation was simulated at the Pigtek testing site and the offshore team were present to allow their procedures to be finalized.

Operational Readiness
While the pig was being readied for the operation, the SSIV was operated to the fully open position during a subsea campaign. Meanwhile, a HAZID was held along with risk assessments on the platform and receipt end (Bacton) activities. This then allowed the detailed procedures to be written and signed off. Preparation was then made to get the equipment offshore and onto the platform. This included the pig, the pig pusher and tracking equipment.
As communication was vital to this project, preparation at the platform and Bacton included stop/hold points to ensure that the best estimate of the pig location was related to all involved and the volumes of liquid entering the plant was understood. In this way the flow and pig could be stopped periodically, and the liquid allowed to drain.
Rescue Pigging Operation
In July 2022, the rescue pig was launched, and it traversed the topsides 30-inch/36-inch tee and 1.5-D bend without any issues. As the pig moved through the pipeline, liquid was gathered ahead and pushed out of the pipe.
Due to the large volume compared with that of the slug catcher, the flow had to be stopped several times to allow the volume to be drained down. The pig could then move ahead again. For this reason, the pig run required constant monitoring with good communication between onshore and offshore parties.
The pig successfully negotiated the pipeline and pushed the stricken sphere out at Bacton. The sphere was recovered mainly in one piece but with a large rip in it. This was likely due to traversing the partially closed SSIV and resulted in a large leakage area and a certain amount of ovality which added to the friction.
The combination of leakage area and additional friction meant that the gas flow could move past the pig without generating sufficient differential pressure to push it forward. It may have been moving very slowly but it was difficult to tell.
Leman A and associated platforms subsequently returned to full production. Daily sphering has returned to normal to remove liquid hold up from the line.

Key Observations:
- Good pig selection, design and testing is considered vital to the rescue pig attempt. Even then, contingency planning and risk assessment must be considered.
- It was not always possible to get full details of the pipeline due to its age (installed in 1967). It is good practice to assemble a set of good piping drawings and documentation as well as understanding any missing details. A fully documented bore map is considered to be a good approach.
- The use of a pig with seals to allow pushing on the stalled pig and a flat front proved to be successful. It is important to understand the problem at hand and set out the pig functional requirements as best as possible.
- Pressure pulse survey or InnerVue proved to be useful to understanding the location of the lost pig. Gel could also have been a useful addition to the rescue but unfortunately, limitations at the receipt end meant that it could not be used.
- Piggability of the topside pipe work and general consideration of contingencies could be discussed before an issue occurs. Although it was possible to get a pig into the line, it was not easy and future inspection will require more suitable launch facilities.
Acknowledgements: The following departments and companies are acknowledged for their part in the project: Shell PACO, Operations, Pipelines, Process, Flow Assurance; ExxonMobil partners; contractors, including Pigtek, SUN Engineering, Penspen, Alchemy, Halliburton, Pipeline Research Limited.

Comments